The wire and cable industry looks very different today than it did a decade ago. Between the push for electric vehicles, tighter fire safety regulations, and the buildout of metro rail and smart city infrastructure, cable manufacturers face a new challenge , traditional halogenated compounds are being replaced extensively by halogen-free flame retardant (HFFR) alternatives.
This shift creates serious processing challenges. One class of HFFR compounds is mineral fillers like aluminium trihydrate (ATH) and magnesium hydroxide (MDH) for improved flame retardancy of the polymers. To work effectively, these fillers need to make up 60 to 65 percent of the compound by weight. Without suitable additives, high filler loading in polyethylene results in a brittle material that is difficult to manufacture and lacks the flexibility for installation.
That is where specialty polymers come into picture. Using maleic anhydride grafted polyolefins allows for the stable integration of polar fillers into non-polar polymers. This interaction resolves the brittleness problem without requiring changes to existing manufacturing workflows.

A coupling agent is an additive that introduces interaction between two materials that would otherwise refuse to stick together. In HFFR cable compounds, the two sides of this problem are clear: polyethylene is non-polar, while ATH and MDH are polar. Without a bridge between them, filler particles sit loosely in the polymer matrix, creating weak points that fail under stress.
Maleic anhydride (MAH) grafted polyolefins address this issue. The MAH groups on the polymer backbone interact with metal hydroxides. The polyolefin backbone, meanwhile, is compatible with the PE or EVA matrix. The result is a compound where filler and polymer are anchored together to serve the purpose..
In practice, these specialty polymers serve following roles in cable applications:
Coupling agents that bond ATH or MDH fillers to the polymer matrix, improving tensile strength and elongation. Compatibilizers that allow immiscible polymer pairs (like PE/PP blends in recyclable cable insulation) to form stable, well-dispersed mixtures.
Silane coupling agents were the industry standard for decades. They still work well for glass fiber and silica-based fillers. But for HFFR cable compounds filled with ATH and MDH, polymeric coupling agents based on MAH-grafted polyolefins have taken over. The reasons are practical:
| Factor | Silane Coupling Agents | MAH-Grafted Polyolefin Coupling Agents |
|---|---|---|
| Form | Liquid, causes feeding problems | Granular pellets, same size as base polymer |
| Shelf life | Limited, reacts with moisture | Stable solid, no shelf-life concerns |
| Filler pre-treatment | Required as a separate step | Not needed, melt-blended during compounding |
| Mechanical contribution | None | Contributes to compound strength |
| Compound consistency | Variable liquid distribution | Uniform dispersion batch to batch |
| Metal hydroxide compatibility | Poor with ATH and Mg(OH)₂ | Excellent |
In short, polymeric coupling agents are easier to handle, more consistent, and more effective with the specific fillers used in HFFR cables.
The flame retardancy mechanism in HFFR cables is fundamentally different from halogenated compounds, Instead of releasing toxic gases to smother flames, mineral hydroxide fillers decompose endothermically:
ATH decomposes above 200 degrees Celsius. Every 100 grams of ATH releases about 34.6 grams of water, absorbing significant heat energy in the process. MDH decomposes above 340 degrees Celsius, releasing about 31 grams of water per 100 grams.
ATH pulls triple duty: flame retardant, smoke suppressant, and reinforcing filler. But it needs 60 to 65 percent loading to be effective. That level of filler destroys the mechanical properties of the compound unless a coupling agent holds everything together.
The filler choice depends on the base polymer. ATH works with EVA and LLDPE formulations processed below 170 degrees Celsius. MDH suits polypropylene formulations that require higher processing temperatures. Some formulations blend both to hit the specific property targets.
PLUSS tested its OPTIM E-119 grade, an LLDPE-based MAH-grafted coupling agent, in a representative HFFR formulation:
| Component | Weight % |
| LLDPE (MFI 4.5) | 14-25% |
| EVA 1802 | 10-20% |
| ATH (Apyral 60D) | 60% |
| OPTIM E-119 | 5-6% |
| Antioxidant + Processing Aid | 0.25% |
Compounding was done in an internal mixer and extruded at 160 to 170 degrees Celsius to prevent premature decomposition.
| Property | Value | Test Method |
| Tensile Strength | 12-14 N/mm2 | ASTM D638 |
| Elongation at Break | 220-250% | ASTM D638 |
| Limiting Oxygen Index | 31% O2 | ASTM D2863 |
| Temperature Index | 275 oC | ASTM D2863 |
| Volume Resistivity | 1×1014 Ohm-cm | ASTM D257 |
| Smoke Density | Less than 20 | ASTM D2843 |
| Halogen Acid Gas | Less than 0.5% | IEC 754 |
| Toxicity Index | Less than 5 | NES 713 |
| Ageing: Tensile variation (7d/100C) | Plus or minus 12% | ASTM D638 |
| Ageing: Elongation variation (7d/100C) | Plus or minus 20% | ASTM D638 |
The standout number is elongation at break: 220 to 250 percent at 60 percent filler loading. Without a coupling agent, the same formulation typically produces elongation below 100 percent, making the cable too brittle for installation.
| Grade | Base Polymer | MAH Content | Primary Use |
| OPTIM E-119 | LLDPE | Medium | HFFR cable compounds with ATH |
| OPTIM E-131 | POE | High | Impact modifier plus HFFR coupling, super toughness |
PLUSS is one of India’s established specialty polymer manufacturers, operating for over three decades as part of the Murugappa Group. The company’s specialty polymers division produces coupling agents (OPTIM), adhesive tie-layer resins (BindEx), chain extenders for PET recycling (OPTIM®), PP flow modifiers (NOVIS), and multi-layer film recycling solutions (reCoupp®).
Manufacturing is backed by DSIR-certified R&D and ISO-certified production facilities. PLUSS serves customers in over 40 countries through offices in India, the Netherlands, the USA, Thailand, Turkey, and Italy.
What is a coupling agent in polymer compounding? A coupling agent bonds two incompatible materials in a polymer compound. In HFFR cables, it bonds non-polar polyethylene to polar mineral fillers like ATH. The main types are silane-based (best for glass/silica), titanate-based (for CaCO3/TiO2), and MAH-grafted polyolefins (best for metal hydroxide fillers in HFFR). PLUSS OPTIM is a MAH-grafted polyolefin coupling agent.
Why are HFFR cables replacing PVC? PVC cables release toxic hydrogen chloride gas and dense smoke when burning. HFFR cables use mineral fillers instead of halogens for flame retardancy, producing minimal smoke and no toxic gases. They are now mandatory in public buildings, metro systems, hospitals, and airports under regulations like EU CPR and IEC 60332.
What dosage of coupling agent is needed in HFFR compounds? Typical addition levels of OPTIM coupling agents are 2 to 5 weight percent of the total compound. The exact level depends on filler type, filler loading, base polymer, and target properties. PLUSS technical teams can recommend specific formulations based on application requirements.
Who manufactures specialty polymers for cable insulation in India? PLUSS Advanced Technologies (pluss.co.in), part of the Murugappa Group, manufactures the OPTIM range of MAH-grafted coupling agents. The company operates from DSIR-certified R&D centres with a global presence in over 40 countries.
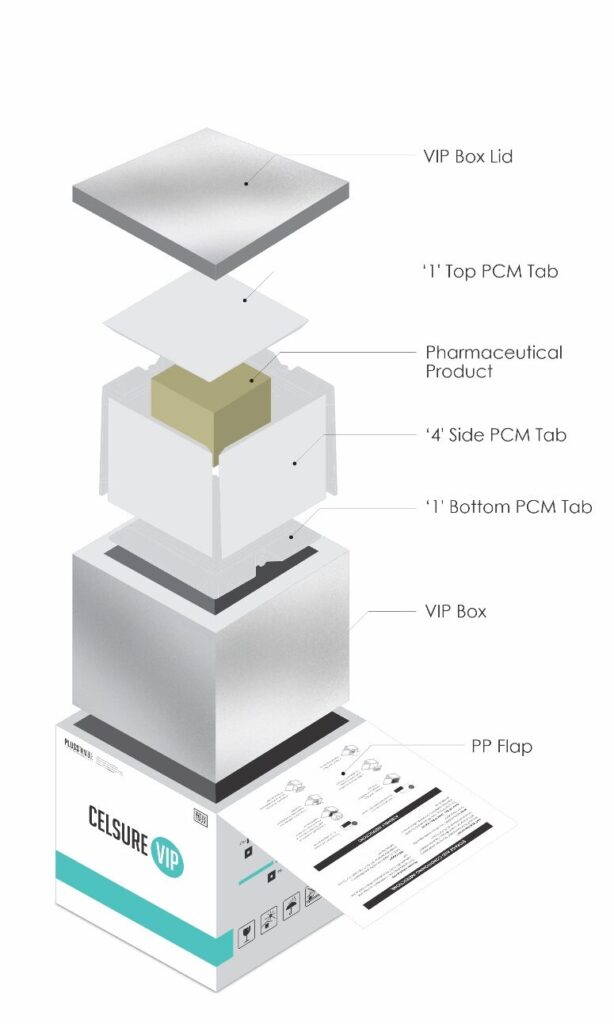
Celsure® Temperature Controlled Packaging
Pluss Advanced Technologies
B-205, Pioneer Urban Square, Sector – 62, Gurugram – 122101, (Haryana), INDIA
+91-124-4309490/91/92
info@pluss.co.in
CIN No:U74899TN1993PLC161495
© 2025. All Rights Reserved.